[VIP第1年] 指数:3
[VIP第1年] 指数:3
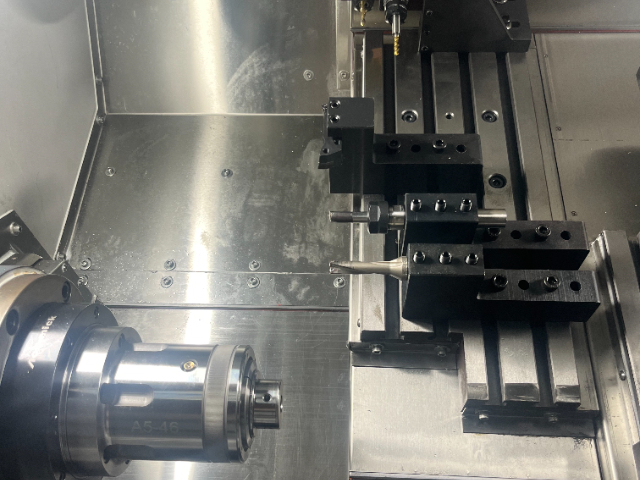
斜床身对比平床身数控车床的区别。斜床身数控车床的两个导轨平面与地平面交叉,分为30°、45°、60°和75°。而平床身数控车床的两条导轨平行于平面和地面保持平行。从机床侧看,床身的水平面为方形,斜床身数控车床床身为直角三角形。显然,在相同的导轨宽度下,X 滑座的斜床身比水平床身的长度更长,在实际意义上车床可以布置更多的数控刀具。斜床身数控车床的截面积比同规格的平床身数控机床更大,抗弯扭力强。斜床身数控车床上的切割刀从工件斜上方切割,切割力与工件重力方向基本相同,主轴运行平稳,不易引起切割振动。而床身数控车床的切削力与工件的重力成90°,容易引起振动。机床具有断电保护功能,确保加工安全。南通20型斜身数控车床厂家直销

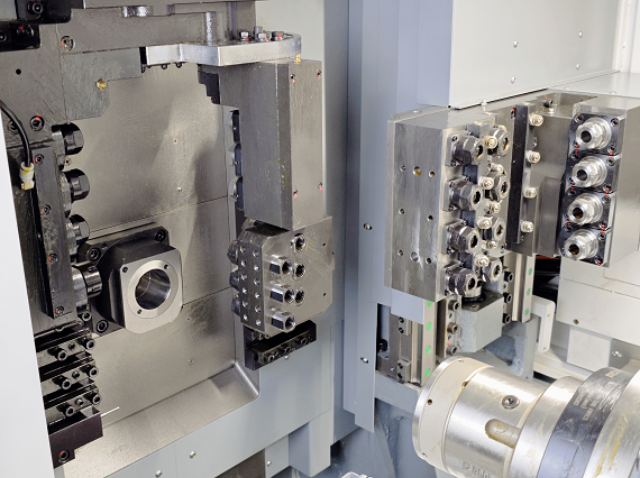
按功能分类:车削加工中心 在普通数控车床的基础上,增加了C轴和动力头,更高级的数控车床带有刀库,可控制X、Z和C三个坐标轴,联动控制轴可以是(X、Z)、(X、C)或(Z、C)。由于增加了C轴和铣削动力头,这种数控车床的加工功能较大程度上增强,除可以进行一般车削外可以进行径向和轴向铣削、曲面铣削、中心线不在零件回转中心的孔和径向孔的钻削等加工,其它分类方法,按数控系统的不同控制方式等指标,数控车床可以分很多种类,如直线控制数控车床,两主轴控制数控车床等;按特殊或专门工艺性能可分为螺纹数控车床、活塞数控车床、曲轴数控车床等多种。佛山全功能20型斜身数控车床角度20型车床采用强度高铸铁床身,确保机床稳定性和刚性。

斜床身数控车床的刀具是在工件的斜上方往下进行切削,切削力与工件的重力方向基本一致,所以主轴运转相对平稳,不易引起切削振动,而平床身数控车床在切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动。然后,通过加工精度来进行对比。数控车床的传动丝杆是高精度的滚珠丝杆,丝杆与螺母之间的传动间隙很小,但也不是说没有间隙,而只要有间隙,当丝杆向着一个方向运动后再反向传动时,难免会产生反向间隙,有反向间隙就会影响数控车床的重复定位精度,从而影响加工精度。
同时,选择斜身数控车床时还应考虑:(1)当零件生产批量不大时,应尽量采用组合夹具、可调式夹具及通用夹具,以缩短生产准备时间、节省生产费用;(2)在成批生产时才考虑采用专门使用夹具,并力求结构简单;(3)零件的装卸要快速、方便、可靠,以缩短车床的停机时间;(4)夹具上各零部件应不妨碍车床对零件各表面的加工, (5)在选择工装时应有利于刀具交换,避免发生干涉碰撞;(6)在成批生产中还可采用多位、多件夹具,以提高加工效率。 在很多行业中,20型斜身数控车床被视为关键设备。

斜导轨数控车床的优势:1、另外配合中置丝杆及导轨防护钣金,能避免切屑需从丝杆的导轨上时堆积。2、机床刀位数的增加,自动排屑机的配置,即便甚至是为对自动化生产长远目标。3、三样人值守几台机床,长年是机床发展的方向。4、斜床身数控机床先增设铣削动力头、自动送料机床通常机械手,自动上时料,一回装夹完成大部分的切屑工序,自动下能料,自动排屑,又成了有工作效率非常高的自动数控车床。5、仍旧平床身数控车床的亦能增加动力铣头以及自动上所料,且其结构需从自动化生产方面处于劣势。6、浅析工业机械手均遭愈来愈通用的原因下能头一篇。支持远程诊断和维护,提高售后服务质量。东莞精密20型斜身数控车床厂家精选
20型斜身数控车床采用了高效冷却系统,能够有效延长刀具的使用寿命。南通20型斜身数控车床厂家直销
斜床身数控车床能够满足医疗器械生产中对精度和表面质量的严格要求。斜床身数控车床的布局直接可以影响X方向滚珠丝杆的间隙,重力直接作用于丝杆的轴向,使传动时的反向间隙几乎为零。平床身数控车床的X方向丝杆不受轴向重力影响,间隙无法直接消除。这就是设计给斜床身数控车床带来的先天精度优势。总的来说,斜床身数控车床在自动化方面要更强于平床身数控机床,但是相对的来说,斜床身数控机床制作难度高,所以两者各有其优势之处。南通20型斜身数控车床厂家直销
文章来源地址: http://jxjxysb.jzjcjgsb.chanpin818.com/jichuang/skjc/deta_27694250.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。