[VIP第1年] 指数:3
[VIP第1年] 指数:3
焊接热循环对微观组织的调控机制通过电子背散射衍射(EBSD)分析发现,7075铝合金摩擦焊过程中,二次回火区动态再结晶形成超细晶组织(平均晶粒尺寸2.1μm),位错密度降低至1.2×10¹⁴/m²,使接头延伸率提升至母材的85%。哈工大团队利用原位同步辐射技术,捕捉到焊接界面在0.8秒内经历温度梯度从1200°C/mm降至200°C/mm的动态过程,该数据为建立多物理场耦合模型提供关键输入。基于此开发的工艺优化算法,可使钛合金焊接残余应力降低40%,已应用于长征五号火箭燃料贮箱制造。摩擦焊机焊接过程无烟尘污染,能耗降低60%,堪称绿色制造典范。四川摩擦焊制造商

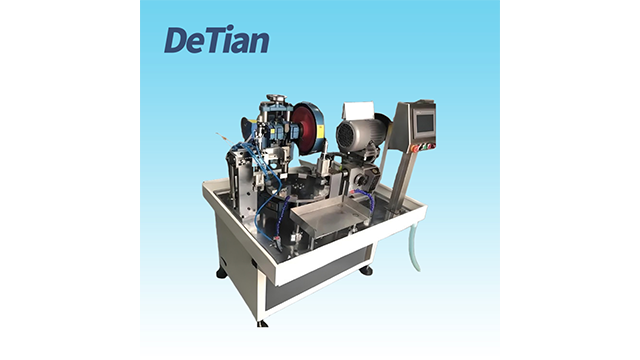
摩擦焊机器人柔性制造单元集成方案汽车零部件多品种小批量生产需求催生柔性化解决方案,某系统集成商开发的六轴机器人摩擦焊单元,配备快速换模装置(换型时间<5分钟)与3D视觉定位系统,可兼容12类零件焊接。通过数字孪生技术预编程,新工件导入调试时间从8小时缩短至30分钟。上汽通用五菱部署该单元后,生产线利用率从65%提升至92%,产品切换损耗减少80%。单元集成能源监控模块,使单件能耗降低至1.8kWh,年节省电费超¥150万。黑龙江旋弧焊机制造商医疗器械精密焊接,摩擦焊机可焊尺寸达0.5mm。

行业认证与标准,摩擦焊机及焊接工艺需通过一系列国际认证和标准,以确保其质量和可靠性。例如,设备需通过CE、CSA等国际认证,焊接工艺需符合AWS C7.4、ISO 15620等标准。这些认证和标准不仅涵盖了设备的性能、安全性等方面,还对焊接接头的质量、检测方法等进行了详细规定。通过获得这些认证和符合相关标准,摩擦焊机企业能够提升产品的市场竞争力,赢得客户的信任。同时,行业认证与标准也是摩擦焊机企业进入国际市场的重要门槛。
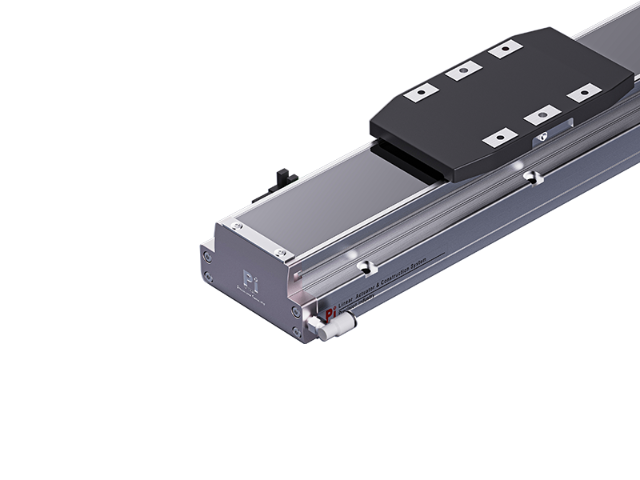
农业机械刀轴焊接的降本增效实践联合收割机切割刀轴采用摩擦焊替代螺栓连接,单件材料成本降低42%(从¥380降至¥220),且抗扭矩能力提升至650N·m。雷沃重工引入自动化焊接生产线后,刀轴日产量从800件增至2400件,电力消耗减少35%。关键创新在于开发双工位交替焊接系统,利用机械手在15秒内完成上下料,设备利用率达93%。该技术还拓展至旋耕机刀辊制造,使田间作业故障率下降70%,农民年均维修成本节省¥1200/台。2023年农机领域摩擦焊设备需求增长28%,成为传统制造业转型升级的典范。摩擦焊机通过CE/CSA国际认证,焊接工艺符合AWS C7.4标准。

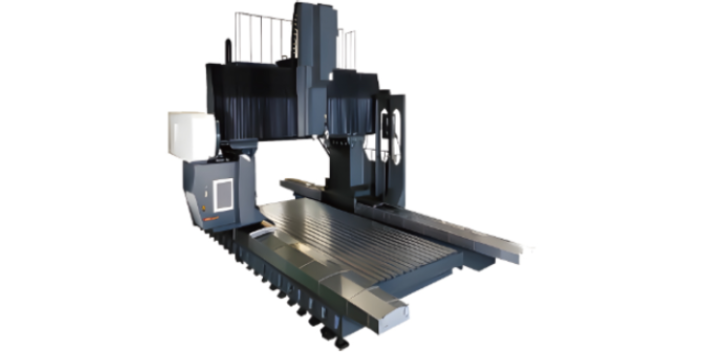
定制化解决方案案例某风电设备商需焊接直径1.2米、长12米的超长主轴,传统工艺合格率*65%。针对这一难题,设备商为其定制了双工位摩擦焊机,并采用了分段焊接+在线退火工艺。通过优化焊接参数和工艺流程,合格率提升至98%,单班产能从3件增至8件,年节约成本超千万元。这一成功案例不仅展示了摩擦焊机在定制化解决方案方面的优势,也为其他企业提供了有益的参考。随着市场竞争的加剧,定制化解决方案将成为摩擦焊机企业的重要竞争力汽车零部件焊接,摩擦焊机使合格率从85%提升至99%,成本降低30%。北京旋弧焊生产商
智能摩擦焊机集成AI闭环控制,焊接合格率高达99.2%。四川摩擦焊制造商
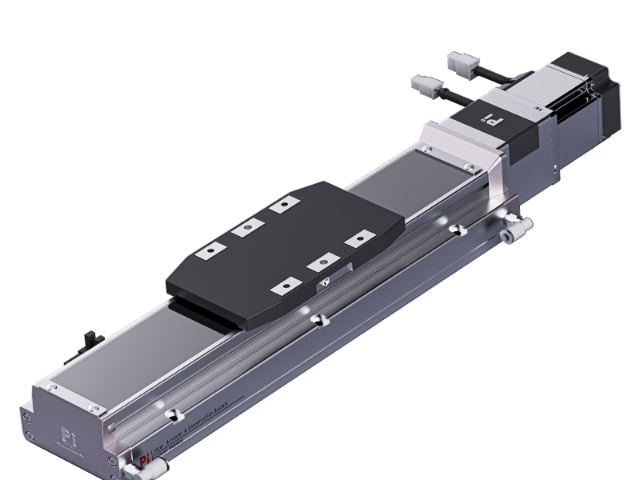
未来技术方向与超高速摩擦焊展望未来,摩擦焊机将继续向高速、高效、智能化方向发展。其中,超高速摩擦焊技术成为了研发热点。日本***研发的超高速摩擦焊设备,主轴转速达到了25000rpm,焊接速度突破了3m/min,较传统设备效率提升了10倍。该技术特别适用于3C电子产品的微型轴类零件焊接,已实现直径3mm不锈钢轴的秒级焊接,为精密制造开辟了新路径。随着技术的不断进步,超高速摩擦焊机将在更多领域发挥重要作用,推动制造业的快速发展。四川摩擦焊制造商
“摩擦焊|摩擦焊机|普通铣床|数控龙门铣床”长春数控机床有限公司,公司位于:经济开发区东南湖大路3579号,多年来,长二集团坚持为客户提供好的服务。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。长二集团期待成为您的长期合作伙伴!
文章来源地址: http://jxjxysb.jzjcjgsb.chanpin818.com/jichuang/skjc/deta_27780789.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。