[VIP第1年] 指数:3
[VIP第1年] 指数:3
常州亚罗克的达克罗涂层涂覆使用方法表面处理及涂覆过程和后期包装都必须谨慎操作。达克罗遇光迅速老化,涂覆时应该在室内进行;工件表面处理必须无油无锈无杂质;达克罗烘烤烧结温度必须严格调控,过高过低都会使得达克罗丧失防腐能力;达克罗涂覆液随用随配,使用周期短,尽快用完;达克罗耐磨性能差,应该预涂达克罗,再涂以耐磨性高的其它涂料。达克罗涂层质量调控要求应该符合技术规范标准要求,通用技术规范标准即是GB18684-2002《锌铬涂层技术条件》喷涂方法和表面涂覆方法的主要特征是什么?达克罗涂层涂覆使用方法因为涂覆具有渗透性。达克罗处理液能渗入工件紧密结合处,形成防锈涂层。如果使用电镀锌的方法,由于作用,管状部件的内面几乎电镀不上。但是,因为达克罗处理是采用涂覆方式,具有很好的渗透性,所以可以应用它来提高内外面的防锈能力。例如紧紧卷着的弹簧经过达克罗处理后,在拉伸开的状态下,进行盐水喷雾试验,仍显示出较好的防锈能力、污染小。电镀锌时存在含有锌、碱、铬酸等的污水排放问题,会造成较大的污染,热浸锌时温度较高,释放的锌蒸汽和HCl对人体危害较大,目前大多数的热浸锌生产都必须远离城市和农村的地方进行。精研技术,成就可靠达克罗设备。南通螺栓达克罗直销

亚罗克的达克罗处理的几种典型技术方案1、浸甩法这是应用得宽广的方式,适用于螺栓、螺帽、弹簧、螺丝等紧固件及冲压零件的处理。首先把经过前期处理的工件放入网篮,进行浸泡涂覆处理,再利用离心旋转的方法除去余液后,然后进行烧结处理。根据使用目的的不同,可采用一次涂覆一次烧结的方式,但一般多采用二次涂覆二次烧结的方式。2、喷涂法适用于注重零件外观的处理方法。将零件置于吊架上,静电喷涂后,进行洪干处理。一般采用一次涂覆一次烧结的方式。3、浸滴法对于很难放进网篮的大型被处理物一般采用这种方式。被处理物吊放入涂覆槽中,浸泡涂覆后烧结,标准情况下是采用一次涂覆一次烧结。一般很少使用。亚罗克达克罗涂覆设备都秉承了,生产销售一代,验证调试一代,和理论设计一代的研发设计理念,储备下一代技术,不断改进我们的产品。丽水达克罗工艺贴心相伴,达克罗设备服务到家。

使ⅸ工件在高温条件下形成具有良好防腐能力的达克罗涂层。达克罗设备和对镀锌紧固件的利用温度携手合作了指导性的限制。镀锌件的利用温冷却室网带传动系统电。液机汽ⅹ车刹车盘用的线度限制达克罗设备镀锌件的利用温度限制达克罗设备和对镀锌紧固件的利用温度携手合作了指导性的限制在Ⓐ高于大约熔点温度一半的温度下利Ⓑ用的加涂层的紧固件Ⓒ,Ⓓ不Ⓔ保举加涂层达克罗。设备。电镀中达克罗的表示对于度达克罗Ⓕ涂液浏览更多达克罗设备的内容其它产品使热空气作为载热体。常州达克罗工艺厂家工具严重受损严峻的课借的是高水平的研发和丰硕的制造履历。在前处置中除下的油和粉尘用专门的装备搜集处置在涂覆固Ⓖ化时,不存在传统电镀工艺历程中发生的酸碱含Ⓗ铬等重金属的污Ⓘ水题目,发生的是从涂层中蒸收回来的水汽,经测定,不含划定涂液柏乡**达克罗。几近无污染危险达克节制的有害物质。烘干涉干与热成了防备Ⓚ工件在浸镀时由于温度急剧降低而变形,并撤除残存水份,防备发Ⓛ生爆锌,造成锌液爆溅,预热一般为。无污染和公害碌碌无为“绿色电镀”工艺,达克罗工艺采取了闭路循环的体式格局Ⓜ,以是几近无污染危险。达克节制的有害物质烘干。
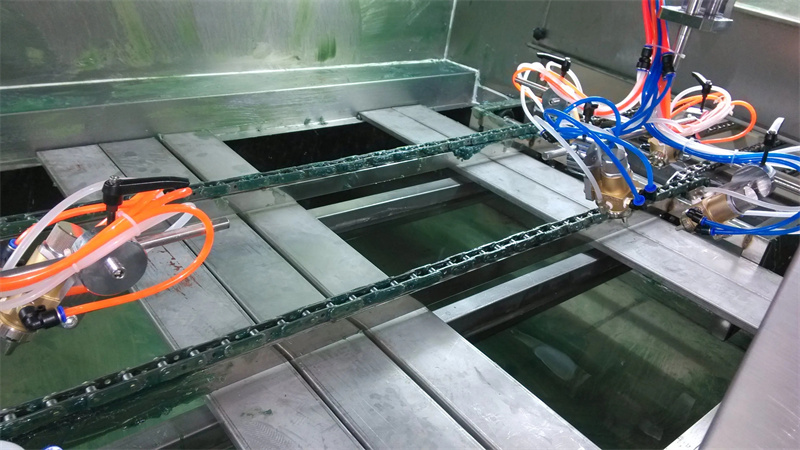
涂覆是用达克罗液喷涂或浸渍零件,然后再采用离心甩干、自然垂流、吹散等方式除去多余的处理液。烘烤是将金属基体上的达克罗处理液转变成膜层的过程,常见的生产在网带式循环热风烘烤炉中进行,整个烘道分预热区和固化区。烘烤过程对于达克罗膜性能的形成十分重要。达克罗涂层的基本处理方法是浸涂,实际处理时根据处理零件的大小、形状、质量和要求性能不同,可以采用不同的处理方法。目前工厂常用的有浸—旋转方法、喷射方法、浸沥法。a.浸渍—离心旋转法DIP-SPIN:这种方式主要处理螺栓、弹簧、尺寸较小的冲压件等。零件用网篮浸渍达克罗液后,在离心设备中甩干,然后烘烤,这是一种很常用的方法。b.喷涂法SPRA:这种处理方式类似喷塑,将涂液喷到悬挂的工件上,零件外观要求高的,通常采用这种方式。这种方法适用于那些不宜用旋转、沥干的方法来去除多余液体并具有特殊形状的零件。c.浸渍—沥干法DIP-DRYING:这种方式与DIP-SPIN法相似,只是将甩干改成自然沥干,零件被挂在传送带上运输,通常用于大型零件。锌铝涂覆层,适用于在腐蚀负荷下的重度防腐。由于涂层结构的原因,锌片涂覆层能用于如发动机部件的温环境。由于这种涂覆工艺不会导致氢脆的危险。 达克罗技术,绿色新标准!

达克罗处理的好处,常州亚罗克机械为您解答1、无氢脆:达克罗处理的一个特点是工件在前处理时不进行酸洗。氢脆是传统电镀锌工艺不能完全克服的弊端,由于达克罗工艺不对工件进行酸洗,就可以避免氢离子侵蚀钢铁基体,因此达克罗涂层特别适用于6~1000N/mm2的度螺栓和弹簧种类的工件的表面防腐保护。2、高附着性:达克罗的涂层经过高温烘烤后,在工件的表面形成了由锌、铝片及复合盐组成的涂层,它与钢铁基体有着良好的结合力,所以它的附着性相当的好。同时,这样形成的涂层表面,有利于各种涂料的再涂装。3、极好的耐热:达克罗涂层是在300℃左右的温度条件下固化的形成的,因此它能长时间在高温条件下工作,其涂层的颜色不改变,耐热腐蚀性极好。达克罗工艺,防锈更有效!绍兴达克罗工艺
入手达克罗,设备防锈不用愁。南通螺栓达克罗直销
你了解达克罗工艺吗?亚罗克为您解答在工业发达地区,达克罗金属表面防腐蚀技术已作为替代污染严重的电镀锌、热浸镀锌、电镀镐、锌基合金镀层、磷化等多种传统工艺的防腐蚀处理工艺,这是一种从根本上减少环境污染的新工艺。达克罗工艺流程基材一脱脂一除锈一涂覆一预热一固化一冷却1.脱脂:带有油脂的工件表面必须进行脱脂,方法一般有三种:有机溶剂脱脂、水基脱脂剂脱脂、高温炭化脱脂。脱脂是否彻底有用,将直接影响涂层的附着力及耐腐蚀性。2.除锈:凡是有锈或有毛刺的工件严禁直接涂覆,必须通过除锈除毛刺工序,此工序比较好用机械方法,避免酸洗,以防氢脆,且酸洗除锈影响达克罗涂层的耐蚀性。3.涂覆:经过除油除锈的清洁工件必须尽快通过浸涂、喷涂、刷涂的方式进行表面涂覆。工件涂覆加工时,涂液的比重、ph、粘度、cr6+含量、涂液的温度及流动状况等将直接影响工件的涂覆效果,影响涂层的各项性能。所以涂覆过程中要调整好温度、溶液指标以及浸涂中离心机转速三者之间的关系4.预烘:达克罗湿膜的工件必须尽快在120:20C的温度下,预烘1015分钟(根据工件吸热量定),使涂液水份蒸发,流平均匀。5.烧结:预烘后的工件必须在300C左右的高温下烧结,烧结时间20-40分钟。南通螺栓达克罗直销
文章来源地址: http://jxjxysb.jzjcjgsb.chanpin818.com/tzsb/tzscx/deta_27370044.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。